2026-01-12 02:45:42山东固而美金属制品有限公司
钣金折弯可不是简单的 “折一下”,角度准不准、精度够不够,背后藏着不少影响因素。专注钣金加工的固而美,结合实操经验,把这些因素拆解得明明白白,一看就懂。

首先,板材本身的特性是基础。不同材质的板材,折弯时的 “脾气” 不一样。比如冷轧板延展性好,折弯回弹小,角度容易把控;而不锈钢硬度高,回弹明显,想要折出精准角度,就得提前预留回弹量。另外,板材厚度也很关键,厚板材折弯时需要的力度更大,折弯半径也得相应调整,不然容易出现角度偏差,甚至板材开裂。
其次,折弯设备的精度和状态直接决定下限。用老旧的手动折弯机,全靠师傅经验判断,角度误差难免大;而高精度的数控折弯机,能精准控制折弯力度和角度,误差可以控制在 0.1° 以内。同时,设备的日常维护也不能忽视,要是折弯机的滑块、导轨出现磨损或偏移,就算是数控设备,也会折出不合格的产品。固而美会定期校准设备,确保每一次折弯都精准稳定。
然后,工艺参数的设置是调节精度的关键。这其中,折弯顺序和折弯半径的选择尤为重要。比如先折小边再折大边,能避免板材变形干涉;折弯半径太小,板材容易起皱,太大又会影响角度。还有,折弯时的压料力大小也得合适,压力太小板材会滑动,压力太大则会压伤板材,同时改变折弯角度。经验丰富的师傅会根据板材材质和厚度,精准调整这些参数,这也是专业厂家和小作坊的核心差距。

最后,操作和工装的细节也不能忽视。折弯时用的模具要和板材厚度匹配,模具磨损严重的话,折出来的零件边角会不规整;操作时板材的定位要准确,要是放偏了,角度肯定会跑偏。另外,环境温度也有轻微影响,温度过低时板材延展性变差,折弯精度也会受牵连。
影响钣金折弯角度和精度的因素,说到底就是 “材料、设备、工艺、操作” 这四大块。像固而美这样的专业厂家,正是通过把控好每一个细节,才能让折弯件的角度和精度始终达标,满足不同产品的加工需求。
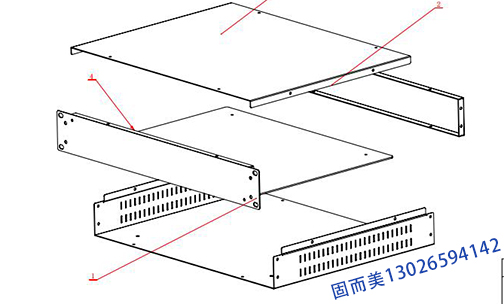
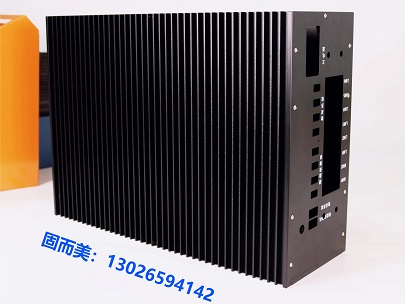
如果您恰好需要机箱机柜的加工定制设计,欢迎给我们留言~
山东固而美金属制品有限公司一直致力于为客户提供更好的外壳解决方案,公司有专业的设计团队,获得国家专利共62项,实用新型专利58项,外观专利3项,发明专利1项,产品均通过ISO9001质量体系认证和ISO14001环境管理体系认证,有成熟完善的生产线,作为专业的钣金加工厂,企业有三万件产品的研发经验。厂家有专业技术工人,含过程检和完检两道质检工序,全天候工程人员在线为您提供技术支持,选择我们更放心!各种金属外壳、标准机箱、标准机柜、外壳定制等您咨询。
—— Contact number




扫一扫关注官方微信
 400-070-2025
400-070-2025